
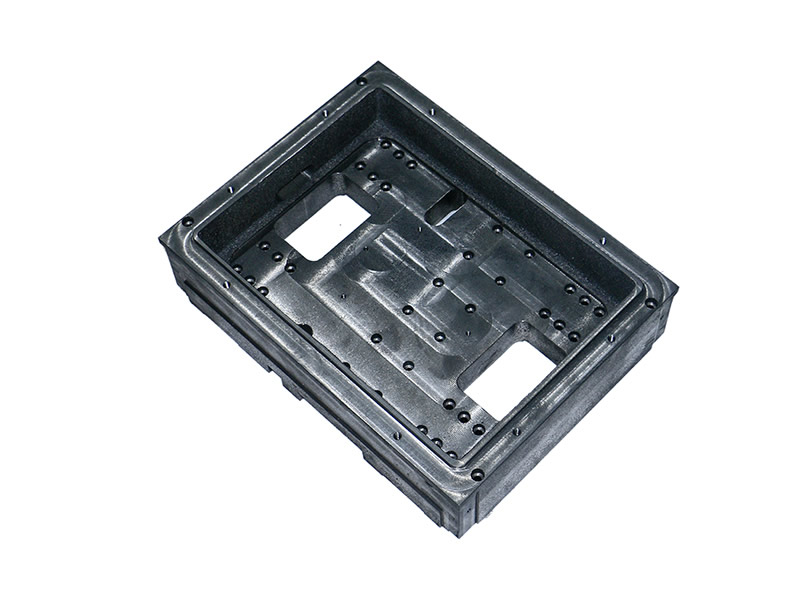
Процесс формования чугунных деталей обычно включает в себя: подготовку модели и песчаной формы, плавку, заливку, охлаждение, удаление и очистку песка, последующую термическую обработку. Каждый этап оказывает влияние на итоговое исполнение кастинга.
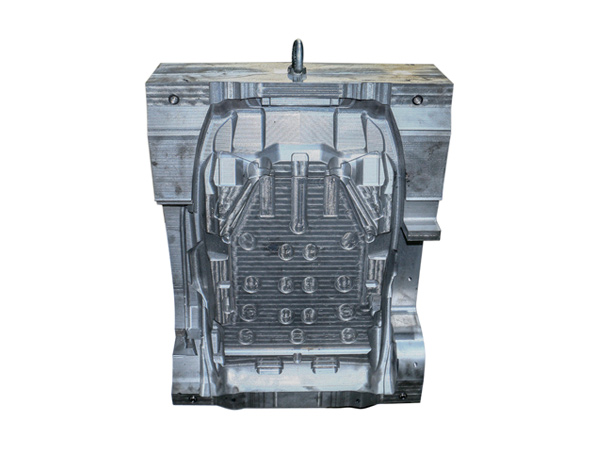
Подготовка модели и песчаной формы является основой формования. Модель изготавливается по форме отливки и может представлять собой деревянную, металлическую или пластиковую форму. Песчаные формы должны обладать достаточной прочностью и воздухопроницаемостью, а размер частиц, тип связующего и компактность формовочного песка должны определяться в соответствии с размером литья и типом сплава. Для отливок сложной формы или глубоких полостей необходимо устанавливать песчаные керны.
В процессе плавки обычно используется доменная или индукционная печь. Материалы для печей включают чугун, лом стали, переработанные материалы и ферросплавы. В процессе плавки необходимо контролировать температуру (обычно от 1400 ℃ до 1500 ℃) и химический состав расплавленного железа. Содержание углерода и кремния влияет на степень графитизации, а примеси, такие как сера и фосфор, необходимо контролировать в заданном диапазоне. Ковкое железо также требует сфероидизации и инокуляционной обработки.
Процесс заливки и охлаждения определяет структуру затвердевания отливки. Чрезмерная температура заливки может привести к усадке и прилипанию песка, в то время как чрезмерно низкая температура может привести к холодоизоляции и недостаточной заливке. Скорость охлаждения влияет на морфологию и матричную структуру графита. Тонкостенные участки быстро остывают и склонны к образованию мелких кристаллов или белых литых конструкций; Охлаждение толстостенных участков происходит медленно, а графит грубый. Установив разумную систему шпоры и стояков, можно направлять последовательное затвердевание для уменьшения дефектов усадки.
При необходимости очищенные отливки могут подвергаться термической обработке. Отжиг может устранить белую микроструктуру и улучшить работоспособность; нормализация может увеличить содержание перлита и повысить прочность; Обработка старения может устранить стресс литья и предотвратить деформацию во время использования. Любое изменение параметров в вышеуказанном процессе формовки может вызвать колебания характеристик чугунных деталей, поэтому необходимо стандартизировать и контролировать каждое звено.
Этот веб-сайт использует файлы cookie, чтобы гарантировать вам наилучший опыт работы на нашем веб-сайте.





 Whatsapp
Whatsapp