
Der Umformprozess von Gusseisenteilen umfasst in der Regel: Modell-und Sandformvorbereitung, Schmelzen, Gießen, Kühlen, Sandentfernung und-reinigung und anschließende Wärmebehandlung. Jede Stufe hat einen Einfluss auf die endgültige Leistung des Castings.
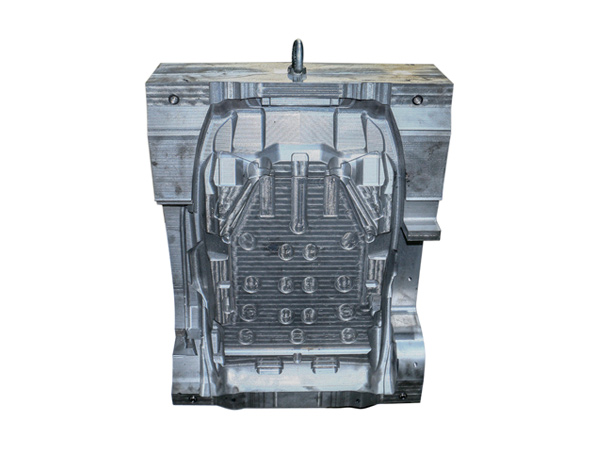
Modell-und Sandformvorbereitung sind die Grundlage des Formens. Das Modell wird entsprechend der Form des Gusses hergestellt und kann eine Holzform, Metallform oder Kunststoffform sein. Sandformen müssen ausreichende Festigkeit und Atmungsaktivität aufweisen, und die Partikelgröße, der Bindemitteltyp und die Kompaktheit des Formsands müssen entsprechend der Gießgröße und dem Legierungstyp bestimmt werden. Bei Gussteilen mit komplexen Formen oder tiefen Hohlräumen müssen Sandkerne installiert werden.
Der Schmelzprozess verwendet in der Regel einen Hochofen oder Induktionsofen. Zu den Ofenmaterialien gehören Schweineisen, Stahlschrott, recycelte Materialien und Eisenlegierungen. Während des Schmelzprozesses ist es notwendig, die Temperatur (in der Regel 1400 ℃ bis 1500 ℃) und die chemische Zusammensetzung des geschmolzenen Eisens zu kontrollieren. Der Gehalt an Kohlenstoff und Silizium beeinflusst den Grad der Graphitisierung, und Verunreinigungen wie Schwefel und Phosphor müssen innerhalb des angegebenen Bereichs kontrolliert werden. Duktiles Eisen benötigt auch eine Spheroidisierung und Impfbehandlung.
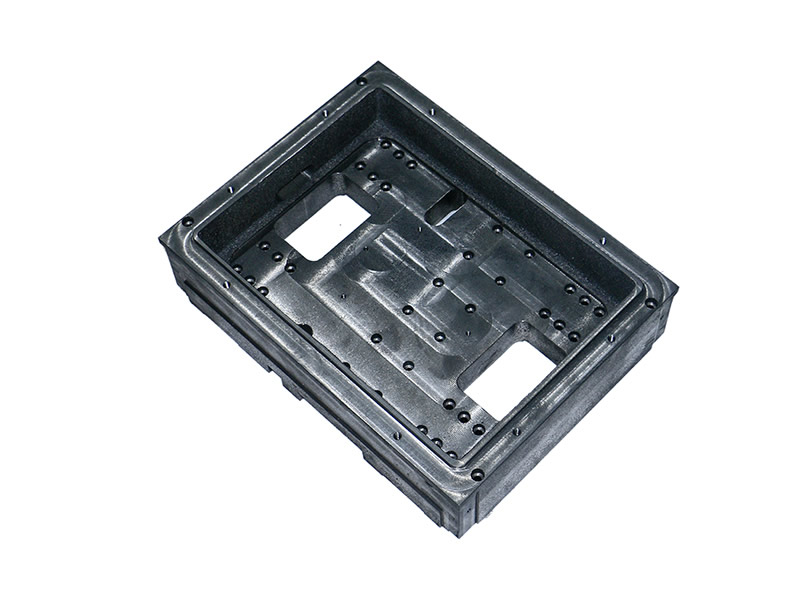
Durch den Gieß-und Kühlvorgang wird die Erstarrungsstruktur des Gusses bestimmt. Übermäßige Gießtemperatur kann zu Schrumpfung und Sandhaftung führen, während zu niedrige Temperatur zu Kaltisolierung und unzureichendem Gießen führen kann. Die Abkühlgeschwindigkeit beeinflusst die Morphologie und die Matrixstruktur von Graphit. Dünnwandige Bereiche kühlen schnell ab und sind anfällig für die Bildung von feinen Kristallen oder weißen Gussstrukturen; Die Abkühlung dicker ummauerter Bereiche ist langsam, und der Graphit ist grob. Durch die Einrichtung eines vernünftigen Sprue-und Riser-Systems kann die sequentielle Erstarrung geleitet werden, um Schrumpffehler zu reduzieren.
Die gereinigten Gussteile können bei Bedarf einer Wärmebehandlung unterzogen werden. Glühen kann weiße Mikrostruktur beseitigen und die Bearbeitbarkeit verbessern; Normalisierung kann den Gehalt an Perlit erhöhen und die Festigkeit erhöhen; Alterungsbehandlung kann Gießbelastung beseitigen und Verformungen während des Gebrauchs verhindern. Jede Parameteränderung im oben genannten Umformprozess kann Schwankungen in der Leistung von Gusseisenteilen verursachen, daher ist es notwendig, jedes Glied zu standardisieren und zu kontrollieren.
Diese website verwendet cookies, um sicherzustellen, dass Sie die beste Erfahrung auf unserer website haben.





 Whatsapp
Whatsapp