
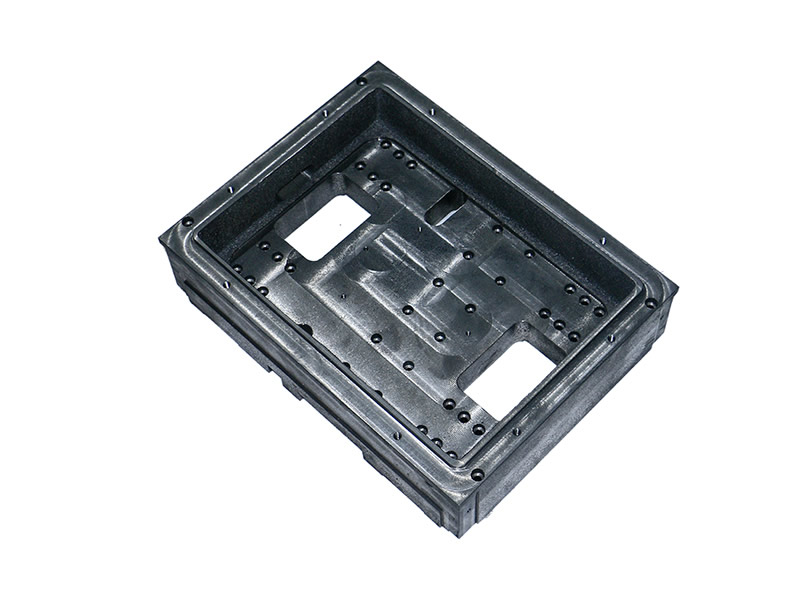
कच्चा लोहा भागों की बनाने की प्रक्रिया में आमतौर पर शामिल होते हैं: मॉडल और रेत मोल्ड तैयारी, पिघलने, डालने, शीतलन, रेत हटाने और सफाई, और बाद में गर्मी उपचार । प्रत्येक चरण का कास्टिंग के अंतिम प्रदर्शन पर प्रभाव पड़ता है ।
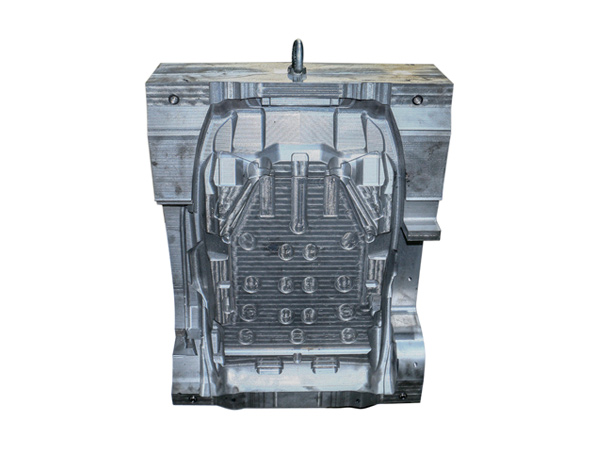
मॉडल और रेत मोल्ड तैयारी मोल्डिंग की नींव हैं । मॉडल कास्टिंग के आकार के अनुसार बनाया जाता है और लकड़ी के मोल्ड, धातु के मोल्ड या प्लास्टिक के मोल्ड हो सकते हैं । रेत के नए साँचे में पर्याप्त ताकत और सांस लेने की आवश्यकता होती है, और मोल्डिंग रेत के कण आकार, बाइंडर प्रकार और कॉम्पैक्टनेस को कास्टिंग आकार और मिश्र धातु प्रकार के अनुसार निर्धारित करने की आवश्यकता होती है । जटिल आकार या गहरी गुहाओं के साथ कास्टिंग के लिए, रेत कोर स्थापित करने की आवश्यकता है ।
गलाने की प्रक्रिया आमतौर पर एक विस्फोट भट्टी या प्रेरण भट्टी का उपयोग करती है । भट्ठी सामग्री में सुअर लोहा, स्क्रैप स्टील, पुनर्नवीनीकरण सामग्री और फेरोलॉय शामिल हैं । गलाने की प्रक्रिया के दौरान, तापमान (आमतौर पर 1400 ℃ से 1500 ℃) और पिघले हुए लोहे की रासायनिक संरचना को नियंत्रित करना आवश्यक है । कार्बन और सिलिकॉन की सामग्री ग्रेफिटाइजेशन की डिग्री को प्रभावित करती है, और सल्फर और फास्फोरस जैसी अशुद्धियों को निर्दिष्ट सीमा के भीतर नियंत्रित करने की आवश्यकता है । नमनीय लोहे को भी गोलाकार और टीकाकरण उपचार की आवश्यकता होती है ।
डालने और शीतलन प्रक्रिया कास्टिंग की जमने की संरचना निर्धारित करती है । अत्यधिक डालने वाला तापमान सिकुड़न और रेत चिपकने का कारण बन सकता है, जबकि अत्यधिक कम तापमान के परिणामस्वरूप ठंड इन्सुलेशन और अपर्याप्त डालना हो सकता है । शीतलन दर ग्रेफाइट की आकृति विज्ञान और मैट्रिक्स संरचना को प्रभावित करती है । पतली दीवार वाले क्षेत्र जल्दी से ठंडा होते हैं और ठीक क्रिस्टल या सफेद कास्ट संरचनाओं के गठन के लिए प्रवण होते हैं; मोटी दीवारों वाले क्षेत्रों का शीतलन धीमा है, और ग्रेफाइट मोटा है । एक उचित स्प्रू और राइजर सिस्टम स्थापित करके, अनुक्रमिक जमने को संकोचन दोषों को कम करने के लिए निर्देशित किया जा सकता है ।
साफ कास्टिंग को आवश्यकतानुसार गर्मी उपचार के अधीन किया जा सकता है । एनीलिंग सफेद माइक्रोस्ट्रक्चर को समाप्त कर सकती है और कार्यक्षमता में सुधार कर सकती है; सामान्यीकरण पर्लाइट की सामग्री को बढ़ा सकता है और ताकत बढ़ा सकता है; उम्र बढ़ने का उपचार कास्टिंग तनाव को खत्म कर सकता है और उपयोग के दौरान विरूपण को रोक सकता है । उपरोक्त बनाने की प्रक्रिया में कोई भी पैरामीटर परिवर्तन कास्ट आयरन भागों के प्रदर्शन में उतार-चढ़ाव का कारण बन सकता है, इसलिए प्रत्येक लिंक को मानकीकृत और नियंत्रित करना आवश्यक है ।
यह वेबसाइट यह सुनिश्चित करने के लिए कुकीज़ का उपयोग करती है कि आपको हमारी वेबसाइट पर सर्वोत्तम अनुभव मिले ।





 Whatsapp
Whatsapp