
Il processo di formatura delle parti in ghisa di solito comprende: preparazione del modello e dello stampo di sabbia, fusione, colata, raffreddamento, rimozione e pulizia della sabbia e successivo trattamento termico. Ogni fase ha un impatto sulla performance finale del casting.
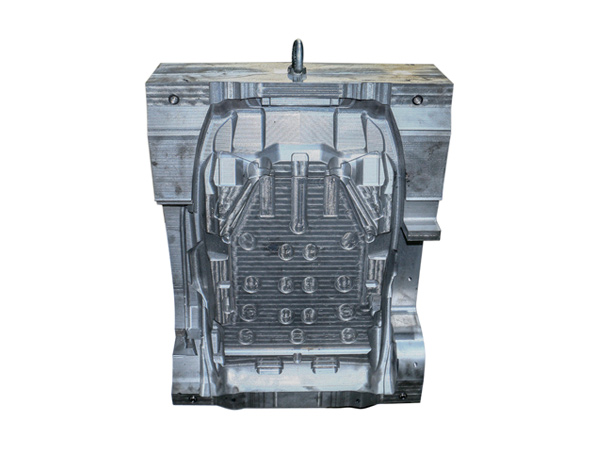
Il modello e la preparazione dello stampo di sabbia sono il fondamento dello stampaggio. Il modello è realizzato in base alla forma della fusione e può essere uno stampo di legno, uno stampo di metallo o uno stampo di plastica. Gli stampi di sabbia devono avere resistenza e traspirabilità sufficienti e la dimensione delle particelle, il tipo di legante e la compattezza della sabbia di stampaggio devono essere determinati in base alla dimensione di colata e al tipo di lega. Per le fusioni con forme complesse o cavità profonde, è necessario installare nuclei di sabbia.
Il processo di fusione utilizza solitamente un altoforno o un forno a induzione. I materiali del forno includono ferro suino, rottami d'acciaio, materiali riciclati e ferroleghe. Durante il processo di fusione, è necessario controllare la temperatura (di solito 1400 ℃ a 1500 ℃) e la composizione chimica del ferro fuso. Il contenuto di carbonio e silicio influisce sul grado di grafitizzazione e le impurità come zolfo e fosforo devono essere controllate entro l'intervallo specificato. Il ferro duttile richiede anche il trattamento di sferoidizzazione e inoculazione.
Il processo di colata e raffreddamento determina la struttura di solidificazione della fusione. Temperatura di colata eccessiva può portare al restringimento e all'attacco della sabbia, mentre temperatura eccessivamente bassa può comportare isolamento a freddo e colata insufficiente. La velocità di raffreddamento influenza la morfologia e la struttura della matrice della grafite. Le aree a pareti sottili si raffreddano rapidamente e sono inclini alla formazione di cristalli fini o strutture fuse bianche; Il raffreddamento delle aree con pareti spesse è lento e la grafite è grossolana. Impostando un sistema di sprue e riser ragionevole, la solidificazione sequenziale può essere guidata per ridurre i difetti di restringimento.
Le fusioni pulite possono essere sottoposte a trattamento termico secondo necessità. La ricottura può eliminare la microstruttura bianca e migliorare la lavorabilità; La normalizzazione può aumentare il contenuto di perlite e aumentare la forza; Il trattamento dell'invecchiamento può eliminare lo stress di colata e prevenire la deformazione durante l'uso. Qualsiasi modifica dei parametri nel processo di formatura di cui sopra può causare fluttuazioni nelle prestazioni delle parti in ghisa, quindi è necessario standardizzare e controllare ogni collegamento.
Questo sito utilizza i cookie per garantire la migliore esperienza sul nostro sito.





 Whatsapp
Whatsapp