
鋳鉄部品の成形プロセスには通常、モデルと砂型の準備、溶融、注入、冷却、砂の除去と洗浄、その後の熱処理が含まれます。各ステージはキャスティングの最終的なパフォーマンスに影響を与えます。
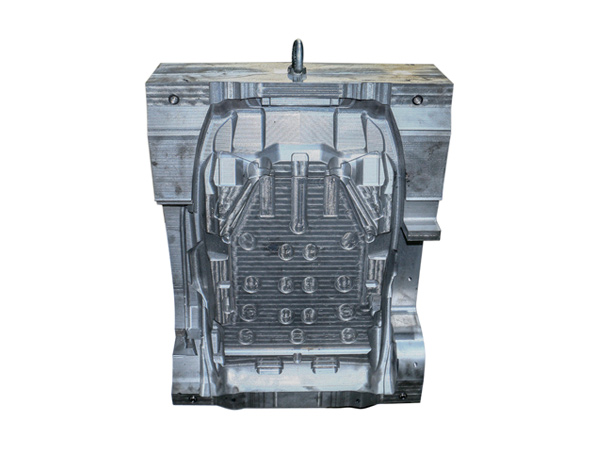
モデルとサンドモールドの準備は、成形の基礎です。モデルは鋳物の形状に応じて作られており、木型、金型、プラスチック型にすることができます。砂型は十分な強度と通気性を有する必要があり、鋳造サイズと合金種類に応じて成形砂の粒径、バインダー種類、コンパクト性を決定する必要がある。複雑な形状や深いキャビティを持つ鋳造の場合は、サンドコアを設置する必要があります。
製錬プロセスは通常、高炉または誘導炉を使用します。炉材料には、銑鉄、スクラップ鋼、リサイクル材料、鉄合金が含まれます。製錬プロセス中に、溶鉄の温度(通常1400℃から1500℃)と化学組成を制御する必要があります。炭素やケイ素の含有量は黒鉛化の程度に影響し、硫黄やリンなどの不純物は規定の範囲内で制御する必要があります。延性鉄も球状化と接種処理が必要です。
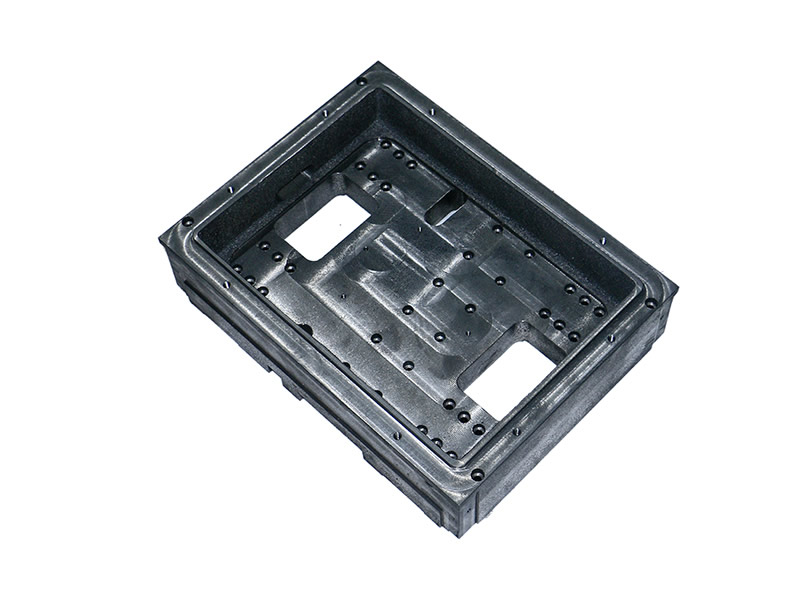
注入および冷却プロセスは、鋳物の凝固構造を決定します。流し込み温度が高すぎると収縮や砂付着の原因となり、低すぎると保冷性や流し込み不足の原因となります。冷却速度はグラファイトの形態とマトリックス構造に影響を与えます。薄い壁の領域はすぐに冷却され、細かい結晶や白い鋳造構造が形成されやすい。厚い壁の領域の冷却は遅く、黒鉛は粗いです。合理的なスプルーとライザーシステムを設定することで、逐次凝固を誘導して収縮欠陥を減らすことができます。
洗浄された鋳物は、必要に応じて熱処理を行うことができる。アニーリングは白い微細構造を排除し、作業性を向上させることができます。正規化はパーライトの含有量を増加させ、強度を高めることができます。エージング処理により、鋳造応力を解消し、使用中の変形を防ぐことができます。上記の成形プロセスにおけるパラメータの変化は、鋳鉄部品の性能に変動を引き起こす可能性があるため、各リンクの標準化と制御が必要です。
このウェブサイトでは、お客様が当社のウェブサイトで最高のエクスペリエンスを得るために Cookie を使用しています。





 Whatsapp
Whatsapp